Ar离子入射角度对铁钴合金薄膜刻蚀速率影响的研究
2017-07-20 12:27:01 来源:微迷 评论:0 点击:
离子束刻蚀技术作为干法图形转移技术被广泛应用于现代微电子器件的加工制造和研究中。它具有刻蚀速率快、各向异性好、图形转移精度高、工艺安全等优点。
离子束刻蚀技术作为干法图形转移技术被广泛应用于现代微电子器件的加工制造和研究中。它具有刻蚀速率快、各向异性好、图形转移精度高、工艺安全等优点。刻蚀工艺参数,尤其是刻蚀速率作为离子束刻蚀技术的重要指标一直受到人们的关注并被深入的研究。在影响刻蚀速率的诸多因素中,离子束入射角度对刻蚀速率的影响尤为重要,引起了人们的广泛关注。确定刻蚀速率极大值对应的离子入射角度是十分重要的研究课题,该条件不仅仅在于减少刻蚀时间,更重要的目的是控制刻蚀图形的轮廓。
为了研究不同离子入射角对刻蚀速率的影响,兰州大学磁学与磁性材料教育部重点实验室的李华等研究人员针对铁钴(Fe70Co30)合金薄膜材料,采用改变刻蚀样品台倾斜角度且保持样品台不断旋转的方法,研究了不同的氩离子束入射角度对铁钴合金薄膜刻蚀速率的影响,并对结果进行了初步的理论分析。
本研究获得了国家自然科学基金项目(51202102)支持,研究成果发表于《高校实验室工作研究》杂志。
本实验中使用的是北京埃德万斯离子束研究所股份有限公司生产的LKJ-1D-150型离子束刻蚀机,埃德万斯自主研发的Advanced LKJ系列离子束刻蚀系统,为通用离子束刻蚀系统,除了可进行传统微纳结构刻蚀外,还可实现离子束清洗、材料表面抛光和材料减薄等功能,还可实现化学辅助离子束刻蚀(CAIBE)与反应离子束刻蚀(RIBE)。
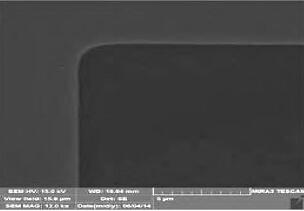
LKJ-1D-150型高准直度离子束刻蚀机刻蚀制得的30nm微结构
本实验的刻蚀条件为:氩离子能量Ei=500eV、束流密度Jb=0.5mA/cm2、刻蚀时间T=1min、入射角θ(离子束与样品法线之间的夹角)=0°。将刻蚀后的样品用分析纯的丙酮去除剩余的光刻胶,然后用超纯水清洗3遍,高压氮气吹干后得到制备好的样品。
为研究铁钴合金材料在不同氩离子束入射角度下的刻蚀速率,改变离子束刻蚀仪样品平台倾斜角度,使氩离子束入射样品的角度θ分别为0°、10°、20°、30°、40°、50°、60°、70°、80°,制备出不同氩离子束入射角度的刻蚀样品。
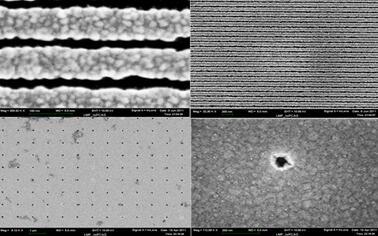
刻蚀后铁钴合金薄膜样品的SEM图
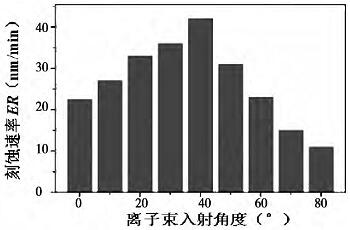
铁钴合金薄膜的刻蚀速率与氩离子束入射角度关系
从上图可以看出,随着氩离子束入射角的不断增大,刻蚀速率也逐渐增大。当入射角为40°时,铁钴合金薄膜材料的刻蚀速率出现极大值(42nm/min)。此后,随氩离子束入射角的进一步增大,刻蚀速率迅速减小。

该公式为索末克(S. Smoekh)推证出的刻蚀速率公式。式中ER是入射角为θ时材料的刻蚀速率;θ入射角,定义为样品表面法线与离子束之间的夹角;Jb是束流密度;n是材料的原子密度;Y是材料的溅射率。
通过分析实验结果,发现当氩离子束入射角度在0°~40°范围,铁钴合金薄膜材料的ER随氩离子束入射角度增大而增大,且在40°时刻蚀速率出现极大值(42nm/min),随后则迅速减小。氩离子入射角的增大不但使铁钴合金材料表面动量矢量向外且具备脱离表面所需能量的原子增多,同时在材料表面的弹性反射几率也逐渐增加,导致氩离子与材料原子的有效动量交换减弱以及溅射额减少。两种效果共同作用,交替占据优势,从而使得铁钴合金薄膜材料的ER先随氩离子入射角度的增大而增大,且在40°时达到最大值,随后迅速下降,在80°时跌至极小。
相关热词搜索:刻蚀